Optimize your automotive manufacturing with Kaufman Manufacturing’s automotive CNC machine solutions. Our state-of-the-art automotive CNC machining is designed to enhance automotive parts machining and provide exceptional precision and consistency. With our automotive machining solutions, you can achieve high accuracy and reduce manual errors, leading to superior quality parts and increased production efficiency.
Our automotive CNC machines integrate seamlessly into your current processes as we offer customizable options to meet your parts-specific needs. Experience faster production cycles, minimized downtime, and substantial cost savings, all while maintaining the highest standards in car parts and manufacturing. Kaufman Manufacturing delivers reliable and advanced automotive CNC machining solutions that will keep your business competitive in an ever-changing industry. With almost 100 years of machining expertise and experience, Kaufman Manufacturing has the perfect automotive parts machining solution to take your manufacturing to the next level.


Oil Filter Plates
This Kaufman Model 10ER-24B CNC Filter Plate Tapping Machine includes 12 interchangeable part nests located in four stations around the dial plate. The machine is equipped with two working stations outfitted with three 10ER-2 Tapping Head assemblies, and three spindle brush stations. Parts are automatically loaded into the machine from a bulk hopper to a centrifugal feeder followed by a conveyor feed track and escapement assembly. A CNC controlled pick and place unit transfers three parts simultaneously into the part nests and they are automatically ejected into bulk containers upon completion of machining operations. The machine produces up to 1,206 parts per hour.
Watch this Oil Filter Plate in Action
This Kaufman Model 10ER-24B CNC Filter Plate Tapping Machine produces up to 1,206 parts per hour. It includes 12 interchangeable part nests located in four stations around the dial plate. Here’s a closer look at this high-production machining center in action.
Let’s discuss your machine tool needs
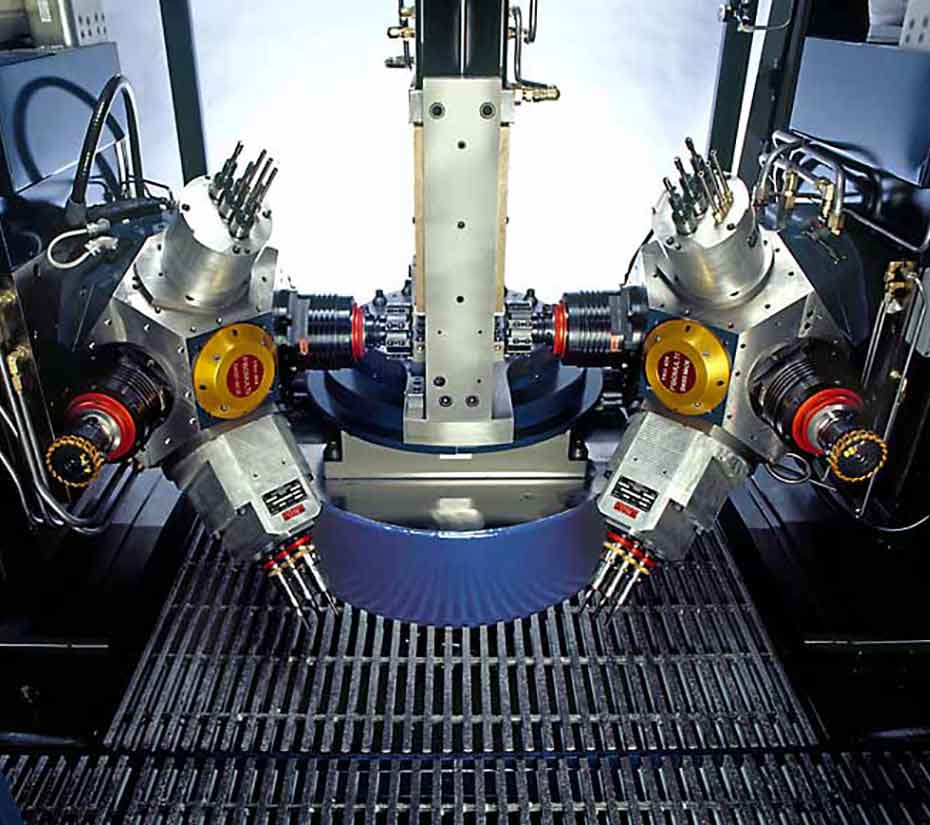
Flexible CNC multi-station rotary transfer manufacturing system
Steering Knuckles
- Controlled by 20-axis ball screw CNC with B-axis pallets on each machine
Two unattended machines in a single cell can machine one cast iron steering knuckle every 35 seconds. The system machines every knuckle feature – bearing bore upper strut, control arm, lower ball joint, ABS mount, caliper pads and mounting holes. Fully flexible, this heavy-duty equipment machines a right, then a left knuckle. Integrated for automation with robotic loading.



Bearing Caps
- Kaufman flexible CNC Double ended manufacturing system
- Controlled by 6-axis ball screw CNC
A family of powder metal bearing caps are machined to a 1.67 Cpk criteria at production rates of 400- to 530 parts per hour. These parts were supplied to Ford Motor Company.
Bearing Caps
- Kaufman flexible CNC 3-way manufacturing system
- Controlled by 9-axis ball screw CNC
A family of powdered metal bearing caps are machined for Honda Motor Company to 1.67 Cpk criteria at production rates of 517 parts per hour.
Thermostat Housing
- Kaufman CNC / PLC multi-station rotary transfer manufacturing system.
- Controlled by a combination of ball screw CNC, hydraulic servo CNC, PLC units
The machine completes an aluminum sand cast thermostat housing in an A & B chucking arrangement at a rate of 109 parts per hour to a 1.67 Cpk criteria.



Brake Calipers
- Kaufman flexible CNC multi-station rotary transfer manufacturing system
- Controlled by 20-axis ball screw CNC with B-axis pallets
Cast aluminum motorcycle brake calipers for five different models are machined complete on a five-station machine. 28 OP 10 and OP 20 operations are performed including milling, drilling and tapping plus circular interpolation of piston bores and seal grooves to 1.5 CPK criteria.